



產(chǎn)品分類PRODUCT LIST
聯(lián)系我們CONTACT US
廠 址: 洛陽市飛機場工業(yè)園區(qū)麻屯
鎮(zhèn)金水大道61號
電 話: 0379- 67090227 67090226
67090225 67909081 67909313 67909002
傳 真: 0379- 67899180
聯(lián)系人: 任連喜
手 機: 13803794663
E-mail: lyhsty@163.com
網(wǎng) 址: www.paulcluff.com
公司動態(tài)
主要工序及工藝特點
[ 時間:2016-11-12 點擊:2112 ]
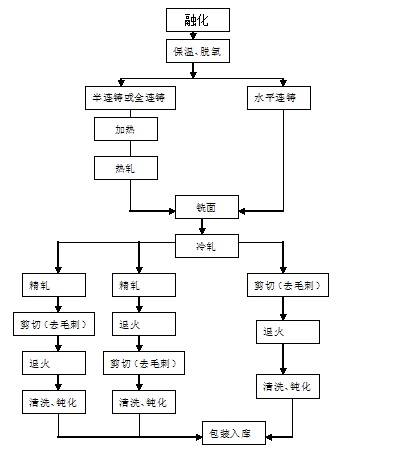
1 熔煉工藝
純銅在熔融狀態(tài)極易吸氣,熔煉的關(guān)鍵是防止吸氣。能溶解于銅中的氣體主要是氫和氧,氫和氧在銅中都是有害元素,降低銅的性能。因此,在熔煉鑄造時必須采取有效措施,盡力堵住氣體的來源,避免或盡量減少空氣、水份、油以及其他污染物和熔體接觸。從氣體的溶解過程而言,也就是要消除“吸附”條件,使其溶解過程不能建立。因此,要嚴格地把好電解銅原料本身的質(zhì)量關(guān);選用質(zhì)量好的木炭并經(jīng)篩選充分煅燒后再用于覆蓋保護和脫氧;在熔鑄操作時,要盡量減少裝料次數(shù),及時關(guān)閉爐蓋,覆蓋保護要及時,保證一定的覆蓋層厚度,采用密閉流槽進行熔體的轉(zhuǎn)爐。在出爐進行鑄造前采用磷銅中間合金進行***終脫氧,可有效地防止和減少銅液中的含氧量,磷銅可沉于熔池,溶解于整個熔池內(nèi)與熔融金屬中的氧化物相互作用,脫氧效果顯著。故此,在一般純銅的標準中對其殘留磷的含量不作明確的規(guī)定,僅限定雜質(zhì)總量,不超出即可。然而,由于磷對銅的導(dǎo)電率有極敏感的影響,作為變壓器用銅帶就必須嚴格控制其殘留的磷含量。既要考慮到用磷進行充分的除氣脫氧確保鑄錠致密無氣孔,又必須考慮過量的殘留磷將嚴重影響銅的導(dǎo)電率,嚴格控制其含磷量,確保其導(dǎo)電率。此外,在半連續(xù)澆鑄時銅液放流人結(jié)晶器是二次吸氣源,為此采用插入式埋管澆鑄,液面覆蓋采用烤紅炭黑,鑄造操作時放流要平穩(wěn),防止忽上忽下破壞覆蓋層、裸露液面。同時,對引錠托座也必須進行烘烤。如有條件,***好采用保護氣氛進行熔煉和鑄造。
2加熱及熱軋
鑄錠在200-300℃的中溫區(qū)內(nèi)呈現(xiàn)脆性,相關(guān)研究表明是由雜質(zhì)氫或磷引起的。因為氫和磷均為表面活性元素,易吸附在銅的晶界上引起中溫脆性。
為了提高生產(chǎn)效率。減少氧化損失,保證帶坯的正常軋制,在設(shè)備狀況允許的條件下,變壓器帶材的生產(chǎn)一般采用“高溫、快速、均勻、中性或微還原性氣氛”條件進行熱軋。鑄錠的加熱一般采用步進式加熱爐,出爐料溫應(yīng)控制在850-920℃。應(yīng)保證鑄錠溫度均勻防止過熱或過燒。熱軋開坯溫度高于820℃,終軋溫度不低于600℃。為避免產(chǎn)生“氫脆”,引起熱軋開裂,應(yīng)通過調(diào)節(jié)空燃比、燃燒程度、爐膛壓力等方法來把氣氛控制在中性或微還原性氣氛。
3銑面
銑面工序的關(guān)鍵是,保證熱軋帶坯表面的氧化物及缺陷銑盡,刀花小、無粘削及擦劃傷等現(xiàn)象,同時銑后厚度均一。
4冷軋
冷軋工序必須在裝備有帶材厚度自動控制系統(tǒng)的現(xiàn)代化軋機上生產(chǎn),否則,帶材的厚度公差難以保證。同時,控制好軋后板形及表面質(zhì)量。
5退火
退火工序是變壓器用銅帶生產(chǎn)的重要環(huán)節(jié),決定了成品的性能。可采用罩式退火爐,但要防止退火后卷層間粘結(jié)和放置階段的表面變色;也可選用連續(xù)式光亮退火爐,該退火方式性能均勻、表面光滑,但投資及運行成本高,在條件允許的情況下,盡可能采用。
6成品剪切
剪切是變壓器帶材生產(chǎn)的***關(guān)鍵環(huán)節(jié),主要是由于該產(chǎn)品對于邊部毛刺的要求比較高。因為變壓器銅帶是用于繞制變壓器的,必須防止毛刺刺穿絕緣層,避免毛刺尖端放電。帶材在縱切后的邊部實際形狀并不是理想的矩形。而是一較復(fù)雜的形狀如圖3所示。在帶材上表面邊部附近有因切削壓力超過帶材屈服強度而形成的壓陷區(qū);在切削面上部是光滑剪切區(qū);在切削面下部因切削壓力超過剩余材料的抗拉強度形成的粗糙撕裂區(qū),在帶材邊部下側(cè)是帶材在撕裂過程中產(chǎn)生的毛刺。因此,生產(chǎn)變壓器銅帶必須進行邊部處理,去除剪切毛刺,進行倒角或圓邊處理
處理帶材邊部的方式可選擇刮、銑、滾壓等方法,其中***簡單的方法是滾壓法,該方法可在線進行,但此方法未從根本上解決問題,結(jié)合目前國內(nèi)變壓器帶的生產(chǎn)實際,在傳統(tǒng)滾壓法的基礎(chǔ)上開發(fā)研究出了三位一體滾壓法的邊部處理新技術(shù)。通過對帶材邊部的滾壓,使邊部發(fā)生微小的塑性變形,形成倒角邊;再對倒角邊進行擠壓修整,以消除倒角尖角;控制帶材寬度,完成邊部去毛刺和邊部修整,達到良好的邊部外形。
7成品的包裝及運輸
成品的包裝、運輸也是保證變壓器帶質(zhì)量的重要環(huán)節(jié),因該品種重量較大,邊部容易出現(xiàn)刻、碰傷及變形,表面易因環(huán)境原因而導(dǎo)致變色.這些都直接影響變壓器帶的使用。